
������������ģ�����(���ӹ����տ�)
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
������������ģ�����(���ӹ����տ�)(��������,���ⱨ��,���ڼ�鱨��,��ҵ����˵����10000��,cad���ͼ7��,װ��ͼ1��)
ժҪ
ͨ�����Ƽ��Ĺ��ռ��㼰������ʱ��������Ӧ������������״̬���з�������Ʋ��Ľ��˷�����ģ�Ľṹ����֤������ߴ��Ҫ���������Ϻ�䱡��ȱ�ݣ���ģ�߽ṹ��ʵ����ǿ������Ͷ������ʣ�Ϊ��֤ģ�߳�ü�϶�����ԣ�ģѡ����ճ�Ӽ���ճ�ӹ̶���������������ͬʱ�����˸��Ƽ��Ĺ����ԡ����������ģ�ߣ�������������ģ�߲����ص�
�ؼ��� ����ģ ��� �Ϻ�䱡 �Ľ�
Abstract
Through the technological calculation of the product and the analysis of the exerted force ,stree and metal flowing status when drawing for ward and backward,the back ward drawing die was desingal and improved in its structure,which ensured the requirement of the part dimensions and eliminated some defects such as the material thickness becoming thinner,The structure of the die for the technological process is simple and practical,it can increase the production efficiency,in order to ensure the uniformity of the blanking clearance of the die ,inorganic adhesive is used to bord and fix the punch to eliminate manufacturing errors,after an analysis of the technological property of the producte,the dimensions of the blank were determined and the drawing die for the part was designeal the characteristics of the die material were introduced at last.
Key words backward drawing die design material thickness getting thinner improvement
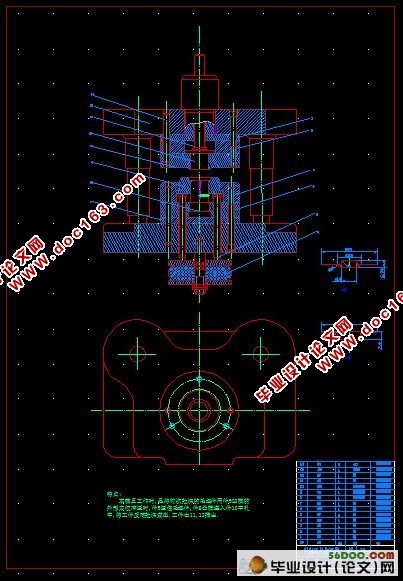
1.1��ѹ���Ľṹ�����Է���
������Ľṹ������.���������״��,�Գ�,��һ���������.,������ĵ����,Ե���,���� ., ������ijߴ��ע,��֤���γߴ�,��߶ȷ���ijߴ��ע�Եײ�Ϊ��,������ι��̣������������,��������������,ʹë����Ե���ڲ��ĸ�����Ԫ֮�����������õ���Ӧ��,����Ϊ��Ӧ�� ,����ΪѹӦ�� ,�� , �Ĺ�ͬ������,Ե���������ϲ������Ա���,�����쳤,����ѹ��,�Ҳ��ϱ����밼ģ�б�ΪͲ��,���õ�ֱ��Ϊd�߶�ΪH��ԲͲ�μ�(H>(D-d)/2)
1.2������ijߴ羫�Ⱥͱ���ֲڶ�
�����ͼ������ע�ijߴ磬�鹫������뼼��������ΪΪIT6����Ϊһ��Ҫ��������Ĵֲڶ�����û�б���������Ϊһ��Ҫ��ֻҪû��ë�̣��λ������ξͿ�������Ҫ��
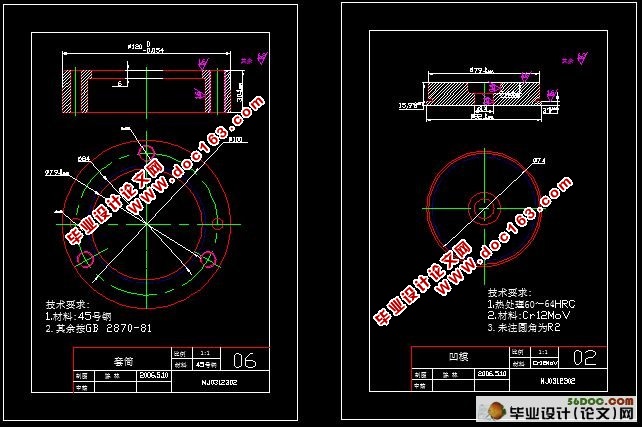
1.3������IJ��Ϸ���
����IJ��Ϸ�������Ҫռ��ѹ���ɱ���60��——80������������ϵ�����ֱ��Ӱ�쵽�������ƺͳ�ѹ����������ʹ��������ɱ�����ˣ��������������Ĺ����ԡ����Ƴ�ѹ�������������ͶԲ��ʵ�Ҫ���⣬��ҪŬ����߳�ѹ�����ϵ�������ʹ����Ӧ����յ�Ҫ��������������������� [��Դ��http://www.doc163.com]
�������IJ���Ϊ��ͭ�ɷ������������ϣ�������������Ա��������ȱ�㡣
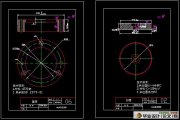
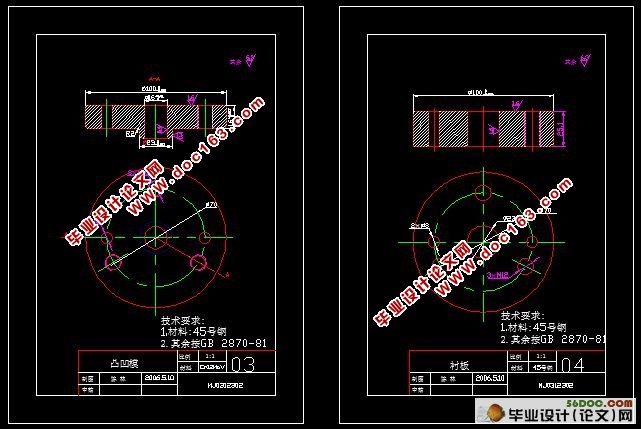
��ͼ�嵥
���ģ-------------------------------12
ģ��---------------------------------------12
����ģ------------------------------13
ģ��----------------------------17
װ��ͼ-----------------------------21
�����嵥
��һ ģ�ļӹ����չ���-----------24
���� ��ģ�ļӹ����չ���------------25
[������Դ��http://Doc163.com]
[������Դ��http://www.doc163.com]
��һƪ���ʼDZ����Ե������ģ�����
��һƪ����Ͳ�ij����ռ�ģ�����