
仪器连接板注塑模的设计
资料介绍:
该塑件的尺寸较小,一般精度等级,为降低成型费用,采用一模多腔,并不对制品进行后加工。
为满足制品的要求与提高成型效率采用潜伏式浇口。
为了方便加工和热处理,型腔与型芯部分采用并镶结构。
确定型腔数目
1 型腔数量的确定。要点:既要保证最佳的生产经济性,技术上又要充分保证产品的质量,也就是应保证塑料件最佳的技术经济性。
1)塑料制作的批量和交货周期方面:该塑件(鼠标底盖)是大批量生产的产品,交货周期要短,使用多型腔模具可提供独特的优越条件。
2)质量控制要求方面:该塑件不属于高精度生产要求的产品,精度要求不高采用多型腔有较高的生产效率。
3)塑料品种和其他方面:该塑件所用塑料为ABS工程塑料,流动性能好;浇口位置在靠近塑件边缘上,另外塑料尺寸小,形状简单。
经过以上分析所得,总结出:采用一模两腔是最佳形式,具有最佳的经济性。
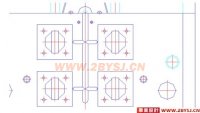
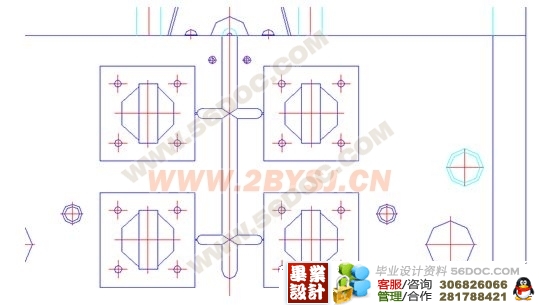
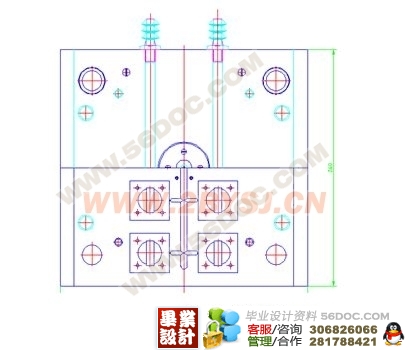
2. 型腔的布局
要点:型腔的排布与浇注系统布置密切相关,型腔排布应使每个型腔都通过浇注系统从总压力中均等地分得所需的足够压力,以保证塑料熔体同时均匀地充满每个型腔,使各型腔的塑件内在质量均一稳定。这就要求型腔与主流道之间的距离尽可能最短,尽可能地采用平衡的流道和合理的浇口尺寸以及均匀的冷却等。 [资料来源:http://doc163.com]
经分析确定的型腔布局为平衡式型腔布局:
根据塑件的生产批量及尺寸精度要求采用一摸八腔。
按照图塑料图所示尺寸(小狗.槽等部位简化)近似计算:
塑件体积: =16
查表塑料ABS的密度为(注射级密度为1.05 )
单件塑件重量: =16 1.05=16.8g
3.型腔.型心工作部位尺寸的确定
查表ABS塑料的收缩率是:0.3 ~0.8
平均收缩率:S=(0.3 +0.8 )/2=0.55
型腔工作部位尺寸:
型腔径向尺寸:
型腔深度尺寸:
型心径向尺寸:
型心高度尺寸:
中心距尺寸:
式中 :
: 塑件外型径向基本尺寸的最大尺寸
:塑件内型径向基本尺寸的最小尺寸
:塑件外型高度基本尺寸的最大尺寸
:塑件内型深度基本尺寸的最小尺寸
:塑件中心距离基本尺寸的平均尺寸
:修正系数,取0.5~0.75
:塑件公差(mm)
:模具制造公差,取(1/3~1/4)△
各工作部位尺寸计算结果如图所示
通常,制品中1mm和小于1mm并带有大于0.05mm公差的部位以及2mm和小于2mm并带有大于0.1mm公差的部位不需要进行收缩率计算
 [版权所有:http://DOC163.com]
[版权所有:http://DOC163.com]





目 录
前言………………………………… 1
绪论………………………………… 4
一 零件的工艺分析……………………… 10
二 模具设计计算过程…………………… 25
(毕业设计)
三 模具零件的加工及制造要求………… 31
四 参考文献……………………………… 32
五 心得体会……………………………… 34
为满足制品的要求与提高成型效率采用潜伏式浇口。
为了方便加工和热处理,型腔与型芯部分采用并镶结构。
确定型腔数目
1 型腔数量的确定。要点:既要保证最佳的生产经济性,技术上又要充分保证产品的质量,也就是应保证塑料件最佳的技术经济性。
1)塑料制作的批量和交货周期方面:该塑件(鼠标底盖)是大批量生产的产品,交货周期要短,使用多型腔模具可提供独特的优越条件。
2)质量控制要求方面:该塑件不属于高精度生产要求的产品,精度要求不高采用多型腔有较高的生产效率。
3)塑料品种和其他方面:该塑件所用塑料为ABS工程塑料,流动性能好;浇口位置在靠近塑件边缘上,另外塑料尺寸小,形状简单。
经过以上分析所得,总结出:采用一模两腔是最佳形式,具有最佳的经济性。
2. 型腔的布局
要点:型腔的排布与浇注系统布置密切相关,型腔排布应使每个型腔都通过浇注系统从总压力中均等地分得所需的足够压力,以保证塑料熔体同时均匀地充满每个型腔,使各型腔的塑件内在质量均一稳定。这就要求型腔与主流道之间的距离尽可能最短,尽可能地采用平衡的流道和合理的浇口尺寸以及均匀的冷却等。 [资料来源:http://doc163.com]
经分析确定的型腔布局为平衡式型腔布局:
根据塑件的生产批量及尺寸精度要求采用一摸八腔。
按照图塑料图所示尺寸(小狗.槽等部位简化)近似计算:
塑件体积: =16
查表塑料ABS的密度为(注射级密度为1.05 )
单件塑件重量: =16 1.05=16.8g
3.型腔.型心工作部位尺寸的确定
查表ABS塑料的收缩率是:0.3 ~0.8
平均收缩率:S=(0.3 +0.8 )/2=0.55
型腔工作部位尺寸:
型腔径向尺寸:
型腔深度尺寸:
型心径向尺寸:
型心高度尺寸:
中心距尺寸:
式中 :
: 塑件外型径向基本尺寸的最大尺寸
:塑件内型径向基本尺寸的最小尺寸
:塑件外型高度基本尺寸的最大尺寸
:塑件内型深度基本尺寸的最小尺寸
:塑件中心距离基本尺寸的平均尺寸
:修正系数,取0.5~0.75
:塑件公差(mm)
:模具制造公差,取(1/3~1/4)△
各工作部位尺寸计算结果如图所示
通常,制品中1mm和小于1mm并带有大于0.05mm公差的部位以及2mm和小于2mm并带有大于0.1mm公差的部位不需要进行收缩率计算
[版权所有:http://DOC163.com] 目 录
前言………………………………… 1
绪论………………………………… 4
一 零件的工艺分析……………………… 10
二 模具设计计算过程…………………… 25
(毕业设计)
三 模具零件的加工及制造要求………… 31
四 参考文献……………………………… 32
五 心得体会……………………………… 34